- What is PROFIL?
PROFIL is the roll form design software for every manufacturer of cold roll-formed profiles or seamed tubes from sheet metal and for designers of rollformers and tube mills.
More..
- PROFIL user interface
Working with PROFIL is like working with a CAD system: The drawing of the profile, the flower pattern or the roll tools is permanently displayed on the screen.
More..
- Designing with PROFIL
Enter the geometry of the desired profile, either graphically by drawing it in CAD or numerically by entering the data into the system.
More..
- Designing the profile
The quickest method for defining a simple profile like U-, C-, Hat- or Z-profile is to use the Profile Design Toolbox.
More..
- Designing the flower pattern
Select by pressing the button "Angle" or "Radius", if you want to modify angle or radius by predefined step values. Select by cursor click into the drawing, which arc segment of the profile should be bent.
More..
- Automatic flower creation
speeds up the roll tool design for recurring types of profiles substantially. The required know-how is taken from a knowledge base.
More..
 Trapezoidal profile forming
Trapezoidal profile forming
When wide sheet metal strips are roll formed to a trapezoidal profile, the course of the band edge has a crucial influence on the quality of the product. On the one hand the course must be as short as possible in order to form the band edge elastically only.
More..
- Folding the band edge
When a folded band edge with inner radius zero is formed in a roll forming machine, the material´s spring back causes a considerable problem.
More..
- Designing the roll tools
If the rolls should get the same contour like the profile, the automatic generation from the profile list is very useful.
More..
 Designing shaped and round tubes
Designing shaped and round tubes
The Tube Design Toolbox contains a set of powerful functions for designing: calibrating passes for shaped tubes, welding pass, fin passes, break down passes normal and W-forming, top and bottom roll for the fin passes and break down passes, side rolls.
More..
 Calculating the developed length Calculating the developed length
Oehler method: This is the most precise one of all known methods, it calculates the developed length dependent on the sheet thickness, the bending radius and the angle.
More..
- Bending methods
Constant developed length method: While the developed length is constant, either the angle is preset and the radius is calculated or the radius is preset and the angle is calculated.
More..
- Calculating the spring back
If the profile leaves the machine, the legs of the profile spring back. This spring back is calculated dependent on the material, the sheet thickness and the bending radius and angle.
More..
- Calculating the statics
If a profile is designed for a load-bearing construction and the strength calculation is necessary, the static parameters of the cross-section of the profile are needed. These are calculated automatically.
More..
|
|
 Calculating the stress of band edge
Calculating the stress of band edge
If the legs of a profile are bent step-by-step from one stand to another, the edges travel a longer way than the web of the profile. This causes a strain and a stress in the edges.
More..
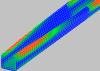 Profile Stress Analysis (PSA)
Profile Stress Analysis (PSA)
is the second step of the three step quality management concept. The sheet metal strip is devided into small shell elements and the geometrical deformation while passing through the roll foming machine is calculated.
More..
-
 Virtual Rollforming Machine (VRM)
Virtual Rollforming Machine (VRM)
is the third step of the quality management concept. The FEA simulation of the roll forming process enables the designer to validate and optimize his roll form design at an early stage before the rolls are manufactured to ensure that the final product meets the particular needs.
More..
- Drawings
All necessary drawings are created automatically, either the single pass (loaded or discharged) or the complete flower pattern in different views or the roll tools for a stand can be displayed.
More..
- Dimensioning
Objects can be dimensioned associatively, that means if you modify any object, the dimensioning is modified automatically. The intersection point of the tangents of an arc is supported.
More..
- Parts list
For all the rolls of the machine a parts list (sawing list) is created simply by key stroke. This list contains the blank size and the gross and final weight.
More..
- NC data
The contour of the rolls is stored in form of G01 and G02/G03 machine commands (DIN 66025). After transferring to the machine control the program can be completed and simulated.
More..
- Printing
Before printing, the print preview shows the result on the screen. The different parts of the print-out can be switched on and off.
More..
- Plot Roll assembly plan
After designing the roll tools for a new roll formed profile the production drawings still have to be created. An assembly plan for each roll formed stand is necessary that shows the mounted rolls and the separated rolls with dimensioning in addition.
More..
- CAD interface
PROFIL is able to be connected to any CAD system. For some CAD systems, a special interface is provided: AutoCAD, SolidWorks, SolidEdge, BricsCAD, and Cocreate ME10.
More..
 Creating 3D Models in CAD
Creating 3D Models in CAD
The function creates the 3D model of the current stand or of all stands of the whole roll forming line or tube forming line. The model is transferred to any CAD system by ActiveX or STEP.
More..
- Roll stock management
The designer of cold roll-formed profiles wants to re-use rolls from older projects for saving money. To find suited rolls for his project, he needs the roll stock management.
More..
- Profile Catalogue
Designing new roll tools should consider experience from earlier projects. The profile catalogue gives a quick overview of all produced rollformed parts.
More..
- Rollforming Machine
The automotive industry and also other applications require more and more complex roll formed profiles. In order to form such profiles on a roll forming machine, it often is necessary to have additional side axles with inclined angles that plunge into the open cross-section.
More..
|